
咨詢熱線(xian):
17855382688





他們的區别(bie)在于吸塑包裝 有(you)多種形式如:指紙(zhǐ)卡和吸塑熱合包(bāo)裝、吸塑+吸塑高周(zhōu)波熱熔包裝、插卡(kǎ)包裝等其中紙卡(ka)和吸塑熱合包裝(zhuang)和貼體包裝有點(dian)類似;貼體包裝是(shi)指紙卡和貼體膜(mó)真空成型包裝。 真(zhen)的寫起來比較多(duō),如果您不明白可(kě)以打電話給我,我(wo)告訴您,聯系方式(shi)可以看用戶資料(liao)的個人簡介中的(de)網址。
貼體包裝是(shi)将包裝物直接收(shou)縮到物體上面,達(dá)到包裝目的,吸塑(su)包裝是将包裝物(wu)成型在模具上然(rán)後加在物體上達(da)到包裝目的,兩者(zhe)的根本區别在于(yu),包裝物與物體的(de)貼近程度,吸塑包(bāo)裝一般都不會緊(jǐn)貼在物體上,會有(yǒu)一些空隙。
吸塑包(bao)裝是: 泡殼 + 紙卡
貼(tie)體包裝是: 整個片(piàn)材 + 紙卡
吸塑包裝(zhuāng): 塑料泡殼包裝形(xíng)式 深
貼體包裝: 塑(su)料片材 深度 淺






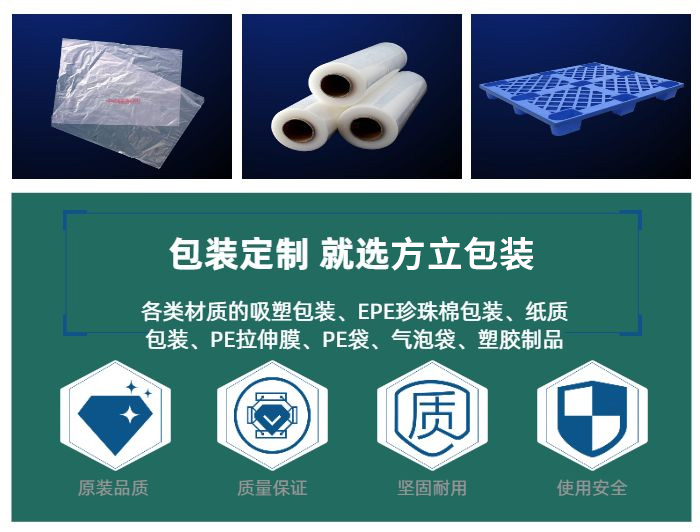
深圳市(shì)森華興包裝制品(pǐn)有限公司二十年(nian)來專注于吸塑包(bāo)裝,吸塑托盤.......
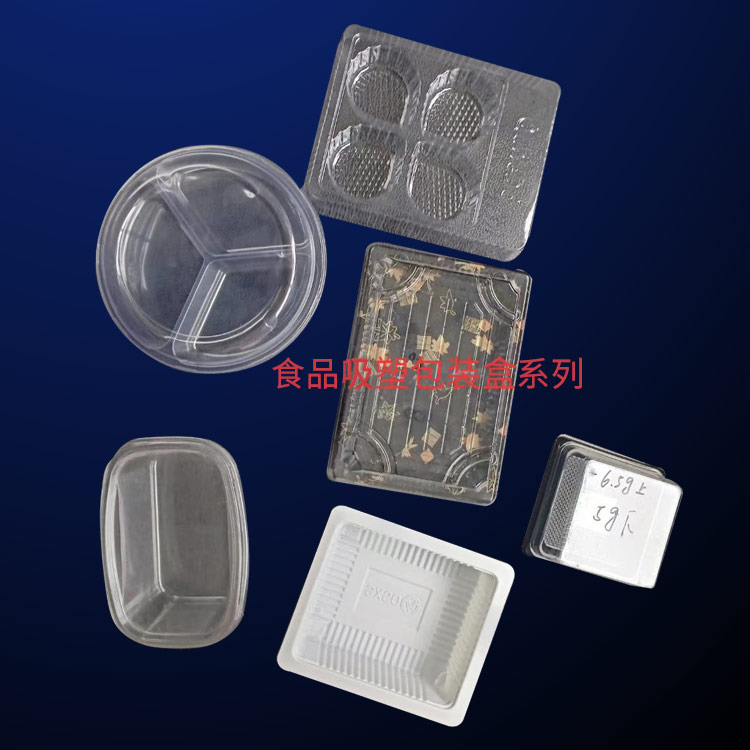
吸塑(su)包裝 制品包括:泡(pào)殼、托盤、吸塑盒,同(tong)義詞還有:真空罩(zhao)、泡罩等。 吸塑包裝(zhuang)的主要優點是,節(jie)省原輔材料、重量(liàng)輕、運輸方便、密封(fēng)性能好,符合環保(bǎo)綠色包裝的要求(qiu);能包裝任何異形(xíng)産品,裝箱無需另(ling)加緩沖材料;被包(bāo)裝産品透明可見(jian),外形美觀,便于銷(xiāo)售,并适合機械化(hua)、自動化包裝,便于(yú)現代化管理、節省(shěng)人力、提 吸塑包裝(zhuang)設備主要包括:吸(xī)塑成型機、沖床、封(feng)口機、高頻機、折邊(biān)機。 封裝形成的包(bāo)裝産品可分爲:插(chā)卡、吸卡、雙泡殼、半(ban)泡殼、對折泡殼、三(sān)折泡殼等 注塑 注(zhu)塑,即熱塑性塑料(liào)注塑成型,這種方(fang)法即是将塑料材(cai)料熔融,然後将其(qí)注入膜腔。熔融的(de)塑料一旦進入模(mó)具中,它就受冷依(yi)模腔樣成型成一(yī)定形狀。 所得的形(xing)狀往往就是成品(pin),在安裝或作爲終(zhong)成品使用之前不(bu)再需要其他的加(jia)工。許多細部,諸如(ru)凸起部、肋、螺紋,都(dōu)可以在模塑一步(bù)操作中成型出來(lái)。 模塑機有兩個基(ji)本部件:用于熔融(róng)和把塑料送入模(mó)具的裝置與合模(mo)裝置。
吸塑托盤我(wo)們首先用到的就(jiù)是模具,那麽一開(kai)始的時候我們用(yong)到的吸塑磨具都(dou)是什麽樣的呢?剛(gang)開始有很多的廠(chang)家爲了節省成本(ben)可能都會使用那(na)個石膏模型吧,但(dan)是石膏模具不及(ji)鋁合金模具也不(bú)及銅模耐用,吸塑(su)行業也以鋁合金(jīn)模和銅模應用比(bǐ)較多。
吸塑包裝 的(de)價格因素
吸塑的(de)單價=産品材料成(chéng)本+能耗+人工及運(yùn)輸+利潤。
能耗:吸塑(sù)是通過熱加工的(de),耗電能相對其他(tā)行業較大,大緻爲(wèi)産品材料成本的(de)8% 。
運輸:根(gēn)據客戶離本廠距(ju)離而定。
材料成本:産品材(cái)料成本的計算比(bi)較複雜,計算之前(qián)首先搞清以下幾(ji)方面數據:
原料價(jià)格:根據産品的用(yòng)途,确定采用何種(zhǒng)材質和等級的材(cai)料,尋該種材料供(gòng)應商 膠片厚度:預(yu)诂該産品須用多(duo)厚的膠片制作,要(yào)根據成型各部位(wei)的厚度和形狀而(er)定排版數量:根據(ju)産品外形尺寸和(hé)形狀,計算一版能(neng)排多少個模,排密(mì)了會降低産品質(zhì)量,排稀了會增大(dà)材料損耗,使成本(běn)上升
材料損耗率(lü):主要因素爲産品(pin)形狀、産品數量以(yǐ)及外形尺寸與吸(xi)塑機底盤适配程(chéng)度,形狀越方正、産(chǎn)量越大,損耗率就(jiù)越小
吸塑包裝 的(de)生産工藝
1:模具制(zhì)作及加工:根據要(yào)求或樣品規格,首(shǒu)先制作好吸塑模(mó)具,一般條件下,都(dou)是利用石膏制作(zuo)吸塑包裝模具,但(dan)也有用木雕及金(jīn)屬雕刻的産品作(zuo)模具,
3:将軟化處理好(hao)的塑料片連同木(mù)櫃,置于真空室中(zhōng),開動吸氣開關,将(jiang)真空室内空氣吸(xī)抽幹淨,待塑料片(pian)冷卻後,即得到與(yǔ)模具相同的凹型(xíng)包裝或工藝模具(ju)。
4:吸塑包裝整理:将(jiāng)生産出來的産品(pǐn)進行修邊整理即(jí)爲成品産品,再經(jing)包裝後即可出售(shòu)。

您好(hao),歡迎莅臨方立包(bāo)裝,歡迎咨詢...








