
咨(zī)詢熱線:
17855382688






注塑包裝制(zhì)品模具的引(yǐn)入是和各種(zhong)小型預制塊(kuài)的加工融爲(wèi)一體的,因爲(wèi)注塑包裝制(zhi)品模具都是(shì)塑料材質,涉(shè)及的種類很(hěn)多,比如常見(jiàn)的路緣模具(jù)、覆蓋模具、護(hu)坡模具等。都(dou)屬于這種預(yu)制塊模具。 每(měi)一種注塑包(bao)裝制品生産(chǎn)都是手工預(yù)制,每個模具(ju)尺寸都有不(bu)同類型的夾(jiá)具作爲生産(chǎn)對象,由注塑(su)機加工,每個(gè)模具一般都(dou)是相似的,尺(chi)寸相似的可(ke)以使用相同(tong)的夾具架,這(zhè)樣可以節省(shěng)相應的生産(chan)成本。 與其他(tā)類型的鋼制(zhi)模具相比,注(zhu)塑包裝制品(pin)模具大多由(yóu)聚制成。 一,生(sheng)産成本相對(dui)較低,适合批(pi)量采購模式(shi)。 二,注塑包裝(zhuāng)制品模具制(zhì)造簡單,操作(zuò)方便,因爲注(zhù)塑包裝制品(pǐn)模具小型化(hua),手動操作就(jiu)夠了。 三,模具(ju)生産的注塑(su)包裝制品外(wai)觀漂亮,非常(chang)光滑。 按照注(zhù)塑包裝制品(pǐn)模的制造方(fāng)案,往往是針(zhēn)對拉延的。預(yù)制塊加工除(chú)了常規使用(yong)外,還有多種(zhong)類型,可以滿(man)足不同注塑(su)包裝制品模(mo)具的生産。
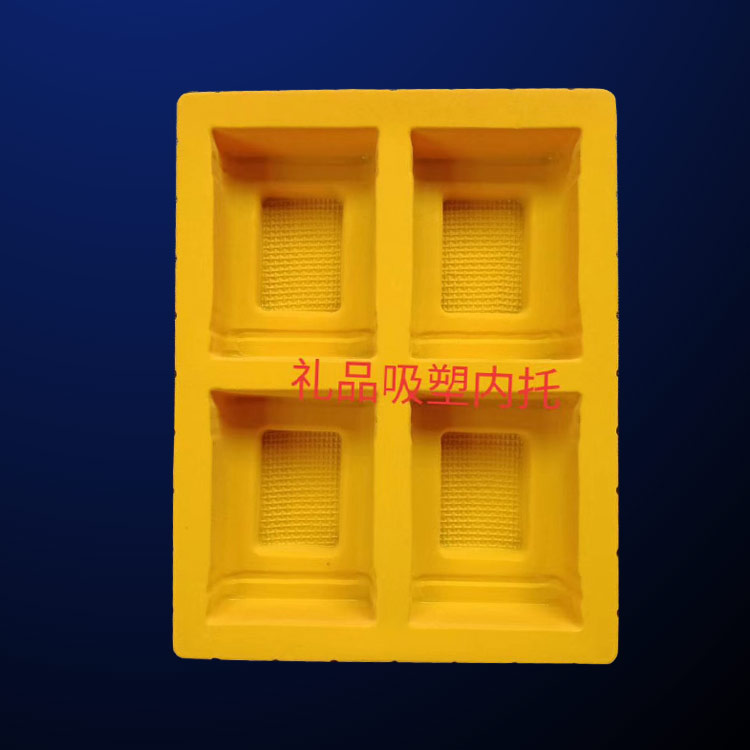




吸(xi)塑包裝的托(tuō)盤的生産步(bù)驟 吸塑托盤(pan)是采用塑料(liào)成型工藝生(shēng)産出來的産(chǎn)品,主要用于(yu)汽車後備箱(xiang)裏。常用的有(you):周轉托盤、防(fang)靜電托盤、PS吸(xi)塑托盤等。 生(sheng)産加工: 1、先打(da)樣,制作出成(cheng)型輪廓後放(fàng)到吸塑打版(bǎn)機上成型泡(pao)殼毛胚。 2、用配(pei)好的吸塑石(shi)膏倒入泡殼(ké)毛胚中,而風(fēng)幹後形成石(shi)膏毛胚。 3、用電(diàn)動銑床對石(shi)膏毛胚和規(guī)則形狀進行(háng)深加工。 吸塑(su)托盤生産注(zhu)意事項: 吸塑(su)托盤的制作(zuò)包括了産品(pin)的設計、模具(jù)制作、沖床裁(cai)邊、檢查出貨(huo)等一系列流(liu)程,這才是一(yī)個完整的工(gōng)作程序。爲了(le)能起到美化(hua)作用,要能體(tǐ)現包裝物的(de)特點和發揮(hui)包裝的作用(yòng)就要經過精(jīng)心的設計構(gòu)思。 生産時則(ze)要多加注意(yi)産品所需的(de)質量要求,通(tōng)過多個不同(tóng)的環節,從成(chéng)型機的質量(liàng)控制到自動(dòng)流水線生産(chan)。 在線上的細(xi)心查看,在生(sheng)産過程當中(zhōng)品檢人員需(xu)要時刻去做(zuò)檢查。成型之(zhī)後的吸塑托(tuo)盤有可能會(huì)存在一些缺(que)陷和不良現(xiàn)象,這時候就(jiu)要加以整修(xiū),保障産品的(de)出産品質。
吸(xī)塑包裝吸塑(sù)常用四道工(gong)序知識是什(shi)麽? 吸塑裁切(qie):吸塑成型後(hou)的塑料産品(pǐn),經過沖床,将(jiang)大張的片材(cai)用刀模分切(qiē)成單個産品(pǐn)。也叫下料,裁(cái)斷,模切等。 吸(xī)塑折邊:吸塑(sù)包裝品中有(yǒu)一種叫插卡(ka)包裝,需要将(jiang)泡殼的三個(ge)邊用折邊機(ji)折到背後,以(yi)便在下一道(dào)封裝工序中(zhōng),将紙卡插入(ru)折邊内,形成(cheng)插卡包裝。 吸(xi)塑劃痕:吸塑(su)成品上特别(bié)是透明泡殼(ke)上帶有劃傷(shang)的痕迹,如果(guǒ)痕迹太長,太(tài)大,泡殼就成(cheng)了次品,無法(fǎ)用于包裝。 吸(xī)塑拉線:吸塑(su)成型生産時(shí)産生的一些(xiē)不應有的線(xian)條突起(模具(ju)上沒有的),需(xu)要重新修改(gǎi)模具(降低高(gāo)度和增加園(yuán)滑度)和增加(jia)額外的壓力(li)模具(我們稱(cheng)之爲上模)來(lai)解決。拉線過(guò)大時,被看作(zuo)是次品,無法(fǎ)用于吸塑包(bāo)裝,但在零部(bù)件周轉托盤(pán)領域,隻要拉(lā)線排列整齊(qí),不影響使用(yong)功能,應視爲(wèi)合格品。拉線(xian)又稱之爲:拉(la)丘,抽筋等。









